Industrial Heat Treatment & Brush Plating Services
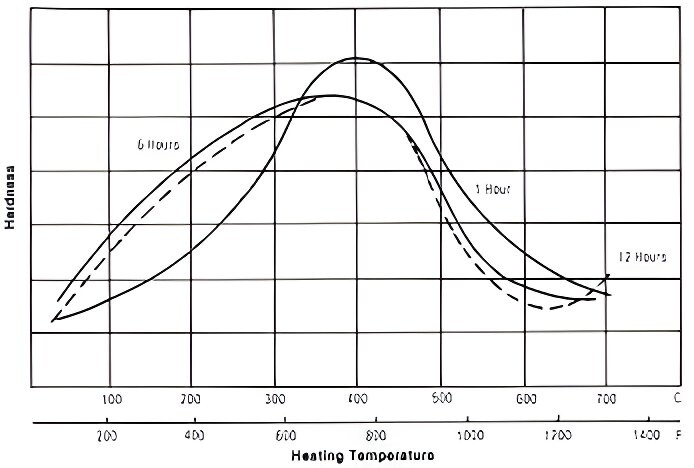
Many industrial components require specialized processing beyond conventional plating to improve durability, restore critical surfaces, or prepare parts for demanding operating environments. ENLA provides industrial heat treatment services and brush plating services that help manufacturers improve component performance, extend service life, and reduce costly downtime. Industrial metal heat treatment alters the mechanical properties of metal components through carefully controlled heating and cooling cycles. Depending on the application, heat treatment can improve hardness, wear resistance, strength, dimensional stability, and overall performance before or after additional finishing processes.
Brush plating services provide a practical solution when only specific areas of a component require metal restoration or localized plating. Because selective brush plating applies metal only where it is needed, many repairs can be completed without processing the entire part. This approach can reduce repair costs while restoring critical dimensions or improving corrosion resistance on high-value industrial equipment.
Whether supporting new production, maintenance, or equipment refurbishment, ENLA works with customers to determine the most appropriate special process for their application while maintaining the quality standards expected for demanding industrial environments.
Common Applications for Special Processes
Industrial heat treatment and selective brush plating are commonly used across industries where equipment reliability, dimensional accuracy, and corrosion resistance are essential.
Heat treatment services are frequently specified for components that require increased hardness, improved fatigue resistance, stress relief after manufacturing, or enhanced performance in demanding operating conditions. Typical applications include tooling, shafts, gears, heavy equipment components, oil and gas equipment, power generation components, and precision industrial assemblies.
Selective brush plating is often used to restore worn bearing surfaces, repair damaged journals, rebuild shafts, improve electrical contact surfaces, correct localized corrosion damage, and restore critical dimensions without replacing expensive components. Because plating is applied only to the required area, selective brush plating can often minimize downtime while preserving the integrity of the original part.
Every application is evaluated individually to determine the most effective process based on the component material, operating environment, performance requirements, and desired service life.